
浸入式上插保温炉

详细介绍
产品概述
本产品为专为高压压铸及低压轮毂铸造行业设计的节能型铝液保温设备,采用先进的浸入式上插加热技术,通过直接接触铝液实现高效热传导,确保铝液温度稳定在±2℃范围内,
适用于压铸机边、重力铸造、离心铸造等场景。其核心优势在于节能、安全、长寿命,可显著提升铝液质量与生产效率,满足轻量化与高精度铸造需求。

技术特点
高效节能设计
采用底部/上插浸入式加热方式,热效率比传统辐射式保温炉提升,能耗低至7.5 kW/h(以HX-1500为例)17。
分段控温技术结合PID调节,精准匹配铝液工艺需求,避免能源浪费。
智能化安全控制
集成液位检测系统与多级加热元件联动,自动调节加热区域,防止干烧,延长加热管寿命4。
配备超温报警、断路报警及爆管检测装置,实时监控运行状态,确保生产安全14。

长寿命与低维护
采用进口陶瓷保护管及优质耐火材料,炉衬使用寿命可达5年以上,减少停机维护频率。
上插式结构支持快速拆卸更换加热管,无需排空铝液,停机时间缩短至数小时,大幅提升设备利用率。
适配行业需求
高压压铸:支持一体化压铸工艺,满足大型结构件(如车身底盘、电池包壳体)的高温铝液连续供应需求,助力生产效率提升79倍69。
低压轮毂铸造:优化铝液流动性,确保低压充型过程平稳,减少气孔与疏松缺陷,提升轮毂成品率58。
技术参数
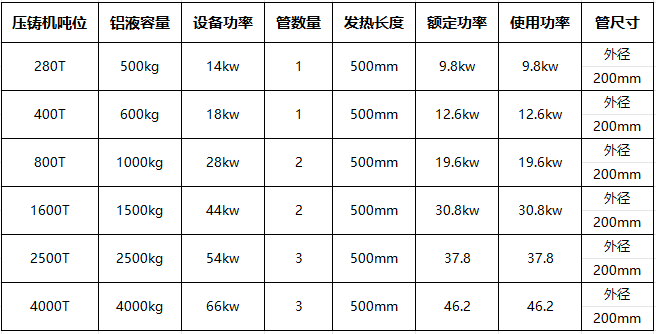
可根据客户实际需求尺寸定制
行业应用
高压压铸领域
配合9100吨级超大型压铸机,实现车身结构件一体化成型,减少零部件数量,显著降低制造成本与周期,响应汽车轻量化与“碳中和”目标。
低压轮毂铸造领域
通过精确控温与铝液纯净度管理,支持低压铸造工艺生产高强轻质轮毂,提升产品良率,满足新能源汽车对续航与性能的双重需求。
核心优势对比
| 传统辐射式保温炉 | 浸入式上插保温炉 |
| 热效率低,能耗高 | 节能,运营成本降低 |
| 铝液氧化烧损率 | 无烧损,减少材料浪费 |
| 维护周期短,更换需停机4天 | 快速维护,停机时间≤4小时 |
| 控温精度±5℃ | PID控温精度±2℃ |
 5t35S第一代淬火炉(苏州宝液锻造)
5t35S第一代淬火炉(苏州宝液锻造)  5T35S第一代淬火炉4(苏州宝液锻造)
5T35S第一代淬火炉4(苏州宝液锻造)  10T热处理叉车炉-(宝鼎重工股份有限公司)
10T热处理叉车炉-(宝鼎重工股份有限公司)  10T热处理叉车炉-(宝鼎重工股份有限公司)
10T热处理叉车炉-(宝鼎重工股份有限公司)  大型反射炉1300度(上汽热处理)
大型反射炉1300度(上汽热处理)  井式淬火800x800mm1000度(上海资达罗兰)
井式淬火800x800mm1000度(上海资达罗兰)